Предварительные замечания. На рис. 34 схематически показано закрепление детали 5 в переднем 4 и заднем 6 центрах станка с помощью просверленных в ее торцах центровых отверстий. На конце детали, обращенном к передней бабке станка, закреплен хомутик 3.
Посредством поводкового патрона 1, установленного на шпинделе станка, и поводка 2, закрепленного в патроне, вращение шпинделя передается через хомутик обрабатываемой детали (защитный кожух для ясности схемы на рисунке не показан). После того как один конец детали обработан, она снимается с центров, и хомутик переставляется на обработанный конец детали.
Затем деталь перевертывается, снова устанавливается в центрах и обрабатывается второй ее конец.
Если центровые отверстия детали, обрабатываемой в центрах, имеют правильную форму и размеры, а центры станка верно обработаны и установлены, поверхности в этой детали, обработанные при первой и второй установках ее, будут концентричными, т. е. будут иметь общую ось.
На большинстве заводов центрование заготовок производят в заготовительных или механических цехах на специальных центровочных станках или на фрезерно-центровальных станках, где одновременно с центрованием фрезеруются торцы заготовки. Однако нередко еще центрование приходится производить самим токарям, используя имеющиеся в их распоряжении средства. Поэтому ниже приводятся соответствующие рекомендации.
Форма и размеры центровых отверстий. Наиболее употребительная форма центровых отверстий показана на рис. 35, а. В центровом отверстии, изображенном на рис. 35, б, кроме рабочего конуса с углом при вершине 60°, имеется дополнительный конус с углом 120°, который служит для защиты рабочего конуса от забоин (при случайных ударах) и называется поэтому предохранительным.
Очень важно, чтобы угол при вершине рабочего конуса был равен 60°. Если этот угол не равен 60°, а центр станка прошлифован правильно и имеет угол при вершине 600, соприкосновение отверстия и центра будет происходить не по поверхности конуса, а по узкой полоске, в связи с чем неизбежны быстрый износ центрового отверстия, отклонение положения детали от правильного я часто брак ее.

Размеры центровых отверстий не должны быть слишком малы, так как такие отверстия быстро срабатываются; точность установки на центры при этом уменьшается. Центры станка в этом случае также быстро изнашиваются. Слишком большие центровые отверстия портят внешний вид детали. В табл. 4 даны рекомендуемые размеры центровых отверстий.
- При пользовании таблицей необходимо руководствоваться следующими правилами:
- 1) центровые отверстия должны иметь одинаковые размеры в обоих торцах вала даже в том случае, если диаметры концевых шеек вала различны;
- 2) при легкой работе часто оказывается возможным принять размеры центровых отверстий ближайшие меньшие к предусмотренным таблицей для данного диаметра заготовок и, наоборот, при очень тяжелой работе — ближайшие большие.
Разметка центровых отверстий. На торцах заготовок, особенно тяжелых, находить положение центровых отверстий можно, ползуясь разметкой. Она осуществляется с помощью обычного циркуля.
Установив расстояние между его иглами приблизительно равным радиусу размечаемой заготовки, прижимают большим пальцем левой руки конец одной ножки к боковой поверхности детали, а иглой другой ножки наносят на торце детали последовательно четыре риски (рис. 36).
Если расстояние между ножками циркуля было установлено больше радиуса детали, эти риски будут иметь вид, показанный на рис. 36, а; если оно было меньше радиуса детали, риски будут иметь вид, изображенный

на рис. 36, б. Центр детали в том и другом случае лежит внутри этих рисок и без труда может быть намечен на глаз.
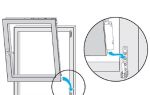
Разметку заготовок из точного проката, в особенности, если припуск на обработку невелик, а также обработанных деталей, в которых центровых отверстий почему-либо нет, следует производить при помощи разметочного угольника (рис. 37, а).
Штифты 1 и 2 запрессованы в короткой полке этого угольника на одинаковых расстояниях от его кромки А А. Наложив такой угольник на торец детали, проводят на последнем риску. Затем поворачивают угольник на произвольный угол и проводят вторую риску.
Пересечение рисок определит центр заготовки. Так же используется угольник, показанный на рис. 37, б. После разметки центровых отверстий производится накернивание их.
Накернивание без разметки у небольших деталей диаметром до 40 мм можно производить с помощью приспособления, показанного на рис. 38.

Центровочные инструменты. Сверление центровых отверстий производится спиральным сверлом (рис. 39, а), диаметр которого равен диаметру цилиндрической части центрового отверстия.

Конусная часть центрового отверстия, просверленного сверлом диаметром до 1,5 мм, образуется зенковкой (рис.39,б). При диаметре цилиндрической части отверстия до 6 мм для обработки конуса используется зенковка, изображенная на рис.39,в.
Центровое отверстие может быть получено значительно быстрее при использовании комбинированного центровочного сверла, показанного на рис. 39, г, а отверстие с предохранительным конусом — сверлом, изображенным на рис. 39, д
Сверление центровых отверстий. Сверление центровых отверстий в небольших заготовках из проката черного или ранее обточенного производится без разметки.
Заготовка закрепляется в самоцентрирующем патроне (рис. 40, а). В пиноль задней бабки встав>ляется сверлильный патрон с центровочным инструментом.
Просверлив центровое отверстие в одном торце, заготовку перевертывают и сверлят второе отверстие.
Размеченные и закерненные заготовки зацентровываются так: вместо переднего центра в шпиндель станка вставляется патрон с центровочным инструментом. Установив заготовку, как показано на рис.
40, б, придерживают ее левой рукой за боковую поверхность (а еще лучше за хомутик, закрепленный посередине детали). Пустив станок в ход и вращая маховичок задней бабки правой рукой, подают заготовку на вращающийся центровочный инструмент.
Таким же образом сверлят и второе центровое отверстие.
Обыкновенные центры. Обыкновенный центр показан на рис.41,а. Часть А этого центра называется рабочей, а часть В — хвостовой. Угол при вершине рабочей части центра должен быть равен 60°.
Хвостовая часть центра должна быть точно изготовлена и соответствовать коническим гнездам в шпинделе передней и пиноли задней бабок станка.
Поверхности рабочей части и хвостовика центра не должны иметь забоин, при наличии которых положение детали получается неправильным.
Диаметр цилиндрической части С хвостовика должен быть меньше меньшего диаметра конуса В. При этом условии некоторое увеличение диаметра части С, возможное в результате выбивки центра из шпинделя, не отразится на точности его установки.

Центр, показанный на рис. 41, б, служит для установки заготовок малого диаметра — до 4 мм. У таких заготовок вместо центровых отверстий делаются с двух сторон наружные конические поверхности с углом при вершине 60°, а в торце рабочей части центра, как это показано на рисунке, делается центровое углубление. Такие центры называются обратными.
Наличие рифленой поверхности у переднего центра (рис. 41, в) позволяет обрабатывать заготовки с большим центральным отверстием (без помощи поводкового патрона).
Наличие среза D у так называемого полуцентра (рис. 41, г), устанавливаемого только в заднюю бабку, дает возможность обрабатывать полностью торец поддерживаемой им детали.

Во избежание быстрого износа и повреждений (от случайных ударов) центры должны быть закаленными и шлифованными.
Передний центр во время работы станка служит только опорой для обрабатываемой детали, вращается вместе с ней и поэтому не нагревается. Ввиду этого передние центры можно изготовлять из углеродистой инструментальной стали марки У6.
Задний центр неподвижен, деталь вращается на нем часто с большой скоростью, вследствие чего центр нагревается, теряет свою твердость и быстро изнашивается.
Поэтому задние центры делаются из углеродистой стали марки У8 и У10 или с твердосплавным наконечником 1 (рис. 41, д).
Уход за центрами. Для правильной установки детали необходимо, чтобы ось конуса рабочей части переднего центра точно совпала с осью вращения шпинделя передней бабки. Это можно про>верить, если под вращающийся центр положить листок белой бумаги и смотреть на него сверху. Более точная проверка центров производится посредством индикатора, устройство которого рассматривается ниже.
Если оси не совпадают — вершина центра будет перемещаться на величину, которая определяет биение центра. Заметное на глаз биение недопустимо. В этом случае центр следует заменить или прошлифовать на месте, т. е. вставленным в коническое гнездо шпинделя.
Шлифование производится при помощи специального устройства с приводом, закрепляемого в резцедержателе суппорта. Верхние салазки суппорта устанавливаются при этом под углом в 30° к центровой линии станка и перемещение их осуществляется вручную.
Правильность угла конуса проверяется шаблоном.

Вращающиеся центры. Для предупреждения вредного влияния износа заднего центра, в особенности при скоростном точении, применяются вращающиеся центры различных конструкций. Вращающийся центр показан на рис. 42.
Собственно центр 1 в этом случае вращается на роликовом 2 и шариковом 5 подшипниках, расположенных в корпусе 4. Осевые усилия, действующие на центр, воспринимаются упорным подшипником 3. 
Хомутики. Токарный хомутик показан на рис. 43, а. Отверстием А он надевается на обрабатываемую деталь и закрепляется на ней болтом 1. Часть 2 хомутика называется хвостом. Такие хомутики бывают разных размеров. Более удобны в работе хомутики самозахватывающей конструкции.
Одна из них показана на рис. 43, б. В корпусе 5 на шарнире 4 закреплен хвостовой кулачок 2, имеющий насечку на секторной поверхности, прилегающей к поверхности вала.
Пружина 3 обеспечивает заклинивание хомутика после установки его на вале, а палец 1 поводкового патрона — вращение заготовки.
Поводковые патроны. Обыкновенный поводковый патрон показан на рис. 44. Палец-поводок 3 закреплен гайкой 1 в корпусе 2, конструкция которого обеспечивает безопасность работы, поскольку хомутик и палец спрятаны в чаше корпуса.

Практика работы при закреплении детали в центрах. При выборе хомутика необходимо следить за тем, чтобы конец детали, на которую надевается хомутик, свободно входил в отверстие хомутика. В то же время при слишком большом отверстии самозажимной хомутик не сработает, а у обыкновенного хомутика зажимной болт будет скользить по цилиндрической поверхности обрабатываемой детали и согнется.
Если хомутик надевается на обработанный конец детали, то, чтобы не испортить поверхности ее, между деталью и стенками отверстия в хомутике и под зажимной болт его кладут медную прокладку или обертывают конец детали медной полоской.
Перед установкой центров в конические гнезда шпинделя передней бабки и пиноли задней бабки последние следует тщательно протирать тряпкой, навернутой на деревянную палочку. Не менее тщательно должны быть протерты хвосты центров.
Необходимо также протирать (перед каждой установкой детали на центры) рабочие части центров и центровые отверстия в детали.
При несоблюдении этих правил соринки и мелкие стружки, попавшие между центром и поверхностями гнезд и центровых отверстий, портят их, а установка детали получается неправильной.
Непременное условие работы в центрах — это хорошая смазка заднего центра. Недостаточно смазать центр только перед установкой детали на станок. Время от времени следует, остановив станок, отвести немного пиноль задней бабки и добавить смазки.
Приводим несколько составов смазки.
1. К тавоту прибавляют немного толченого мела, чтобы получилась не слишком густая смесь.
2. К тавоту прибавляют мелко истолченную горючую серу. Масса получается густая, поэтому полезно разбавлять ее керосином.
При слабо поджатом центре обрабатываемая деталь будет вибрировать. Если центр поджат слишком туго, вся смазка будет выдавливаться и центр «заест». Задний центр считается поджатым правильно, если деталь без усилия можно повернуть на центрах настолько, насколько это позволяет хомутик.
 Для тяжелых работ применяют задний центр с постоянной смазкой (рис. 45). При установке вала конической поверхностью его центрового отверстия нажимают на несколько выступающий торец плунжера 2 и масло из масленки 1 через канал корпуса 4 и канавки А поступает к трущимся поверхностям. При снятии вала пружина 3 возвращает плунжер в исходное положение и каналы подачи масла перекрываются.
Для тяжелых работ применяют задний центр с постоянной смазкой (рис. 45). При установке вала конической поверхностью его центрового отверстия нажимают на несколько выступающий торец плунжера 2 и масло из масленки 1 через канал корпуса 4 и канавки А поступает к трущимся поверхностям. При снятии вала пружина 3 возвращает плунжер в исходное положение и каналы подачи масла перекрываются.
Во время обработки деталь нагревается и, удлиняясь вследствие этого, с большой силой нажимает на центры. От возникшего давления или заест центр, или изогнется деталь. Чтобы предупредить это, следует периодически проверять силу поджима детали задним центром, в особенности при обработке длинных деталей.
Если в центрах обрабатывается партия деталей, надо иметь два хомутика. В то время, когда производится (при автоматической подаче) обтачивание одной детали, токарь может закреплять хомутик на следующей детали, подлежащей обработке.
- Детали, закрепляемые в центрах. Деталь, обрабатываемую на , токарном станке, необходимо закреплять в центрах в следующих случаях:
- 1) если обработка детали, например ступенчатого валика, производится на одном станке за несколько установок, причем необ>ходимо совпадение осей обрабатываемых поверхностей (обеспечение концентричности);
- 2) если последующая обработка детали, например на шлифовальных станках, производится в центрах;
- 3) если обрабатываемая деталь (например, ходовой винт токарного станка) по условиям своей работы может быть испорчена (износ, прогиб) и для ремонта этой детали необходима установка ее на станок в центрах.
Источник: https://RuStan.ru/prisposoblenija-dlja-zakreplenija-detalej.htm
Токарные приспособления: виды, оправка для токарного станка
Как оказывается для изготовления различных деталей не достаточного только токарного станка, а необходимы всевозможные приспособы и дополнительное оборудование.
Приспособления для токарных станков предназначены для закрепления инструмента на станке или заготовки.

Разновидности приспособлений для станка
Существуют различные разновидности приспособлений для токарного станка. Приспособления для токарных станков производятся в широком ассортименте. Это даёт возможность подобрать мастеру наиболее лучший вариант в соответствии с поставленной задачей.
Виброопоры
Виброопоры (они же виброизоляторы) предназначены для активной или пассивной виброизоляции разных типов станков: малых, средних или больших. Применение виброопор поможет увеличить качество обработки деталей.
Центры
Токарные центры применяются для того, чтобы зафиксировать заготовку, которая имеет тело вращения на задней бабке токарного станка. Центр позволяет обрабатывать детали с высокой скоростью и при минимальном биении.

Патроны
Это приспособления для точного закрепления заготовки на станке. Благодаря использованию токарных патронов, значительно увеличивается функциональность самого станка, а также появляется возможность обрабатывать сложно профильные детали. В основном используется, чтобы закрепить заготовки для проведения металлорежущих операций.

Кулачки
Токарные кулачки могут быть:
- Прямые — нужны, чтобы зажимать заготовку с внешней стороны для вала.
- Обратные — необходимы для зажима заготовки только изнутри.
- Накладные — необходимы для крепления длинных или коротких заготовок крупных диаметров.

Обычно, токарные кулачки изготавливаются из цветных металлов и стали без термообработки.
Кулачковые патроны
Специализируются для зажима прямоугольных и цилиндрических заготовок.
- Двухкулачковые — необходимы для закрепления сложных заготовок с фасонной деталью. Двухкулачковые приспособления могут закреплять в сменных губах различные поверхности.
- Трёхкулачковые — одни из самых распространённых патронов. Они устанавливаются практически на любые токарные станки. В свою очередь, делятся на три типа:
- Спиральные.
- Реечные.
- Эксцентриковые.

Трёхкулачковые патроны оснащаются специальным приводом. Особое широкое распространение получили трёхкулачковые патроны с пневматическим приводом. Еще существует и гидропривод, но редко используется.
- Четырёхкулачковые — применяются для зажима некруглых и несимметричных заготовок. Кулачки регулируются самостоятельно и их необходимо устанавливать так, чтобы их ось совпадала с осью шпинделя. Эти патроны применяются в основном в ремонтных цехах.
Дополнительные детали
Помимо основных приспособлений для токарного станка, также стоит обратить внимание и на дополнительные детали, которые тоже могут быть необходимы мастеру.
Люнеты
Дополнительное оборудование, которое является главной опорой при обработке на токарном станке. Чаще всего нужны, чтобы не повредить заготовку и инструмент, а также, чтобы не получить травмы, вызванные биением из-за высоких оборотов станка.

Люнеты бывают с опорой качения (роликовые) и скольжения (кулачковые). Башмаки — специальные люнеты для шлифования колец подшипников.
Справка! Часто, при длинных заготовках, без люнета обойтись нельзя.
Резцедержатели
Резцедержатель применяется для закрепления режущего инструмента. Он гораздо упрощает работу и позволяет как можно больше расточить отверстия.

Резцедержатели бывают:
- Горизонтальные (вдоль шпинделя).
- Вертикальные (под прямым углом к шпинделю).
- Механические.
- Электромеханические.
- Гидравлические.
- С сервоприводом.
- Двухпозиционные — позволяют зафиксировать двое резцов.
- Четырёхпозиционные — позволяют зафиксировать сразу четыре резца на станке.
- Посредством клинового блока.
- VDI.
- ВМТ – закрепление в отверстии на удаленном диаметре диска.
- Простые — обладают специальной прокладкой сферической формы, которая позволяет быстро сменить резец на необходимый. Минус — крепление только на один болт. Нужно постоянно проверять степень закрепления болта и при необходимости, закручивать болт до конца.
- Поворотные — позволяют поставить сразу четыре резца. Максимально эффективен при обработке деталей сложных геометрических форм. Также существуют поворотные резцедержатели, которые несут в себе сразу 12 резцов.
- Быстросменные — нужны для минимальных временных потерь при замене резцов.
- Универсальные переходники — позволяют установить большие инструменты.
Револьверная головка
Представляет собой поворотный узел станка, в который вставляются несколько инструментов. Как правило, в револьверной головке есть индексирующий механизм, который осуществляет точную фиксацию каждого установленного инструмента при повороте.

Поворот револьверной головки и её фиксация могут производиться как автоматически, так и вручную. Одновременно с поворотом, меняются скорости главного движения и подачи.
Конусная линейка
Конусная линейка устанавливается на каретке и предназначена для обработки конических поверхностей. На каретке станка установлен специальный кронштейн, который при помощи направляющих в виде ласточкина хвоста соединен с данной линейкой. Линейку можно поворачивать вокруг пальца под необходимым углом к оси обрабатываемой детали. Для закрепления линейки используются два болта.


Как подобрать нужное оборудование?
Сначала необходимо разобраться, для каких целей нужно оборудование. Подбор оборудования должен происходить только после изучения всех плюсов и минусов оборудования.
В паспорте к оборудованию всегда есть указания на характеристики, а также особые требования по эксплуатации. Несоблюдение требований может привести к травмам персонала или порче заготовок.
Совет! Следует обращать внимание на ценовую оценку оборудования и гарантийный срок, который предоставляет производитель.
Правила использования оправок
Существует список правил для использования токарных оправок:
- Точность посадочного отверстия должна быть не ниже седьмого квалитета, а чистота поверхности не хуже Ra 1,0.
- Располагать инструмент необходимо по оси центров станка.
- Поверхность контакта токарной оправки должна быть максимальной.
- Чтобы не было деформаций и отжима инструмента в процессе резания, твёрдость материала цанги держателя не должна быть менее 44 HRС.
- Чем больше вылет оправки, тем надежнее необходимо закреплять. Категорически запрещено крепить длинные оправки с помощью поджатия винтов к цилиндрической или другой поверхности. Для установки длинномерных оправок, необходимо использовать дополнительное оборудование.
Источник: https://vseostankah.com/tokarnye-stanki/tokarnye-prisposobleniya-opravki.html
Базирование заготовок при обработке
Базирование заготовок – придание изделию необходимого положения относительно выбранной координатной системы.
Требуемое местоположение достигается при помощи закрепления детали на столе токарного или фрезерного станка и других установочных приборах.
После процедуры закрепления заготовка принимает устойчивое положение в трехмерном пространстве, лишаясь 3 степеней свободы: по осям абсцисса, ордината и аппликата. В результате она не сможет перемещаться в выбранной координатной системе.
Базирование осуществляется для повышения точности во время изготовления и обработки детали.
Для правильного определения местоположения изделия необходимо знать основные схемы, методы и особенности процедуры базирования.

Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали.
Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы.
Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.


Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры.
С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали.
Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками.
Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз.
При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
- Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
- Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.

Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями.
Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью.
Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз.
При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила.
В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.

Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор.
Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером.
Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования.
Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры.
Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
- Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
- При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.

При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии.
Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°.
Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Правильное местоположение деталей типа диск будет являться прочным и устойчивым, если оно расположено на торце, выступающем в роли установочной базы.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината.
Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой.
Для деталей типа диск используется установочная, опорная и двойная опорная базы.

В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают.
Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев.
Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
- Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала.
- Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
- Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов. Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
- Разница между действительными и номинальными размерами заготовки.
- Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
- Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
- Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆. Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным.
Для расчета погрешности был разработан общий алгоритм вычисления:
- Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
- Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
- Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
- В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: [εб] = Т — ∆ж.

Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
Источник: https://stankiexpert.ru/tehnologii/bazirovanie-zagotovok.html
Закрепление в центрах при токарной обработке деталей
Метод крепления и установки заготовки в станке выбирают с учетом точности обработки, габаритов и жесткости материала. Обработка в центрах — это один из широко используемых методов точения деталей на токарном оборудовании.
Когда применяется крепление в центры
 установка заготовки с помощью оправки: 1 — оправка средняя часть; 2 — лыска; 3 — центровые отверстия; 4 — заготовка
установка заготовки с помощью оправки: 1 — оправка средняя часть; 2 — лыска; 3 — центровые отверстия; 4 — заготовка
- Так протачивают длинные детали, у которых длина пятикратно превышает поперечник;
- если нужно создать концентричность поверхностей во время фиксации;
- дальнейший этап точения проходит на шлифовальном оборудовании;
- технология не предусматривает другие методы.
Технология крепления
 задний центр в качестве опоры для длинных деталей
задний центр в качестве опоры для длинных деталей
Заготовка фиксируется в центрах с использованием специальных оправок. Для этого конус оправки не должен превышать 1:2000. На подготовительном этапе в торцах детали делают центральные выемки, в которые будут вставлены верхушки обоих центров. Оправку обрабатывают смазкой и плотно натягивают болванку. Для большей плотности по концу оправки аккуратно постукивают деревянным чурбачком. Закрепление детали в оправках такого типа может меняться в зависимости от ее поперечника.
Движение болванке передается посредством поводкового патрона, который надевается на резьбу шпинделя. Палец поводкового патрона принуждает болванку к вращению. Этот метод более опасен для оператора станка, поэтому предпочтительнее использовать планшайбу поводкового типа с защитным кожухом. Болт закрепляют хомутиком, который опирается на лыску оправки.
Установка заготовок с отверстиями (например, зубчатых колес или втулок) происходит с использованием центровых оправок разнообразной формы.
Один из типов оправок имеет шейку в форме цилиндра, на нее надевают заготовку и закрепляют шайбой с гайкой. Гайка прижимается к буртику и фиксирует полученную конструкцию. Слева при помощи винта крепится хомутик.
Деталь фиксируется в станке для точения выемками на торцевых участках оправки.
Конструкции центров
Центры для токарной обработки могут иметь различную конструкцию. Самая распространенная представляет собой конус, на него надевается заготовка, а также хвостовик конической формы. Хвостовик должен совпадать с отверстиями пиноли и шпинделя станка.
Для закрепления заготовок с внешними конусами используются обратные центры. Конусообразное окончание должно совпадать с серединой хвостовика. Чтобы проверить совпадение в шпиндель вставляется центр и запускается на малых оборотах. Об исправности детали говорит отсутствие биения.
Задний центр чаще всего неподвижный, передний вращается с заготовкой и шпинделем. В результате трения выходят из строя обе поверхности, поэтому необходимо наносить смазку:
- мела — 25%;
- тавота — 65%;
- графита — 5%;
- серы — 5%.
Перед смешиванием необходимо растереть в порошок без комков серу и мел. Если не использовать смазку, поверхности центров разрушатся, изменится их конфигурация.
Во время точения заготовок на больших скоростях центры быстрее изнашиваются, увеличивается отверстие в торце самой детали. Чтобы уменьшить разрушение заднего конуса на него наплавляют износостойкий слой.
Стандартный центр используют при скоростях до 120 оборотов в минуту. Во время работы с громоздкими и тяжелыми заготовками на высоких оборотах, при выборке крупной стружки жесткости конструкции мало: деталь начинает вибрировать и может отжаться.

Поэтому используют вращающиеся центры, смонтированные в заднюю стойку. Он содержит шпиндель, который крутится в радиально-упорном подшипнике. При высоких нагрузках предпочтительнее роликоподшипник, при средних — шарикоподшипник.
Отладка оборудования
Чтобы во время точения получилась деталь цилиндрической формы, нужно совместить центры с осью шпинделя и передвигать по ней резак.
Правильность отладки проверяется так: оба центра придвигаются друг к другу. Когда их верхушки совмещаются, можно закреплять заготовку и приступать к ее обтачиванию.
В противном случае необходимо проверить положение задней стойки, иначе поверхность детали невозможно будет вывести в конус. Иногда центры не совпадают из-за мусора в шпинделе и пиноли, поэтому предварительно их прочищают. Если после всех процедур биение продолжается, его требуется заменить.
Проверив положение, можно закреплять заготовку:
- Пиноль выдвигаем из стойки на 35 — 45 мм.
- Задняя стойка перемещается вдоль станины и фиксируется в нужном месте.
- Обрабатываем выемку в заготовке, которая будет совмещаться с задней стойкой.
- Совмещаем болванку с передним центром и, придерживая, вставляем конус задней стойки в подготовленную выемку детали. Вылет пиноли из задней стойки должен быть небольшим. Чем меньше вылет, тем устойчивее и жестче пиноль.
- Прокручиваем болванку, поджимаем пиноль в стойке.
Необходимо иметь в виду, что во время точения инструмент нажимает на заготовку. В результате чего при плохой фиксации или неправильном положении резака деталь может вылететь. Поэтому установка и крепление в центрах это очень важный момент при токарной обработке.
Видео демонстрирует токарную обработку детали, зафиксированной в центрах:
Источник: http://StanokGid.ru/osnastka/zakreplenie-v-centrah-na-tokarnom-stanke.html
Приспособления для токарного станка по металлу
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий.
В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°.
Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
На рисунке выше представлены конструкции центров: а – обыкновенный; б – рифленый; в – с выточкой, г – вращающийся для заготовок с центровыми углублениями; д – вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба.
Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении.
Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а – центровые; б – шпиндельная; 1 – стержень; 2 – заготовка; 3 – разрезной элемент; 4 – гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки.
Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты.
В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции.
Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя.
Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Источник: https://mekkain.ru/stati/prisposobleniya-dlya-tokarnogo-stanka-po-metallu.html